
Manufacturer of Modular Operation Theatre as per NABH guidelines, Cleanroom Equipment, Lab furniture , Lab equipment & we Offer Complete turnkey solutions

Manufacturer of Modular Operation Theatre as per NABH guidelines, Cleanroom Equipment, Lab furniture , Lab equipment & we Offer Complete turnkey solutions

Manufacturer of Modular Operation Theatre as per NABH guidelines, Cleanroom Equipment, Lab furniture , Lab equipment & we Offer Complete turnkey solutions


Years Of Experience
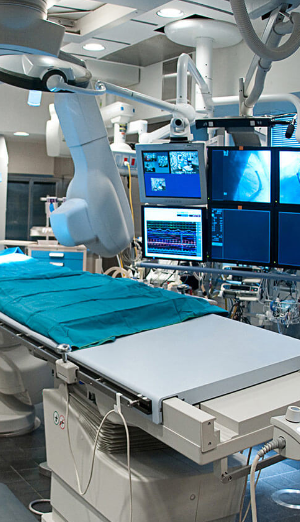
Firmament Technology based out of Hyderabad INDIA, established 2007 by industry trained Engineers. Manufacturer of Modular Operation Theatre as per NABH guidelines, Cleanroom Equipment, Lab furniture , Lab equipment & we Offer Complete turnkey solutions for sterile clean rooms for pharmaceutical & Biotech Industries.
























Firmament Technology based out of Hyderabad INDIA, established 2007 by industry trained Engineers. Manufacturer of Modular Operation Theatre as per NABH guidelines, Cleanroom Equipment, Lab furniture , Lab equipment & we Offer Complete turnkey solutions for sterile clean rooms for pharmaceutical & Biotech Industries.





